製造技術Technology
鋳造工程
 |
 |
 |
| 回転テーブル式の立型造形設備です。 金枠を取付立てたままで造形します。 現在は日本で唯一の設備と思われます。 フランジ長管の鋳造方法として性能・効率とも最適です。 |
回転テーブルに取り付けられた金枠に、主型をセットして自硬性砂を流し込み、管の外面を造形します。 | 一般的には土間に金枠を置いて造形されます。 パドルやネジ座の付いている管は、縦型造形が難しいため、土間置きで造形します。 |
 |
 |
 |
| 5トン高周波電気炉で銑鉄、鉄スクラップ、フェロシリコン等を1,500℃の高温で溶解します。 成分測定後に球状化剤と反応させて球状黒鉛鋳鉄となります。 |
回転テーブル式立型鋳造設備での鋳造です。 溶湯は主型と中子の隙間に一気に流れ込み、フランジ長管の素材が出来上がります。 |
固定式立型鋳造設備を使った鋳造です。 パドルや座の付いた乱長管の鋳造もお任せください。 立型鋳造により真円度、真直度、管厚の均一度が高い製品が製造されます。 |
 |
 |
 |
| 鋳造された素材には、砂やバリが沢山付着しています。 付着物はショットブラスト機の中できれいに取り除かれます。 |
全周シャワー式で長尺管に対応できるショットブラスト機です。 全自動式で弊社オリジナル仕様の高性能機です。 |
ショットブラスト機でシャワーを浴びればこのようになります。 この段階で外観、形状、管厚等の中間検査が実施されます。 |
 |
 |
 |
| 鋳バリや砂等をブラスト処理により取除き、長尺旋盤によりフランジ面の加工を行います。 | 横型多軸ボール盤でフランジ面にボルト穴を加工します。 この機械は一度に12個の穴をあけることができます。 |
砂処理設備です。 弊社ではアルカリフェノール樹脂を使用して造形し、鋳造完了後の砂は回収され、この設備で再生後にエアー輸送で作業場まで送られます。 |
検査工程
 |
 |
 |
| Φ350~600の試験水圧は2.5MPa以上で60秒以上保持して漏れがないかどうかを全数検査します。 | アムスラー万能試験機で引張強さ及び伸びの試験を行います。 引張強さは420N/㎟以上、伸びは10%以上と規定されています。 このほか機械的性質として硬さおよび黒鉛球状化率の検査が行われます。 |
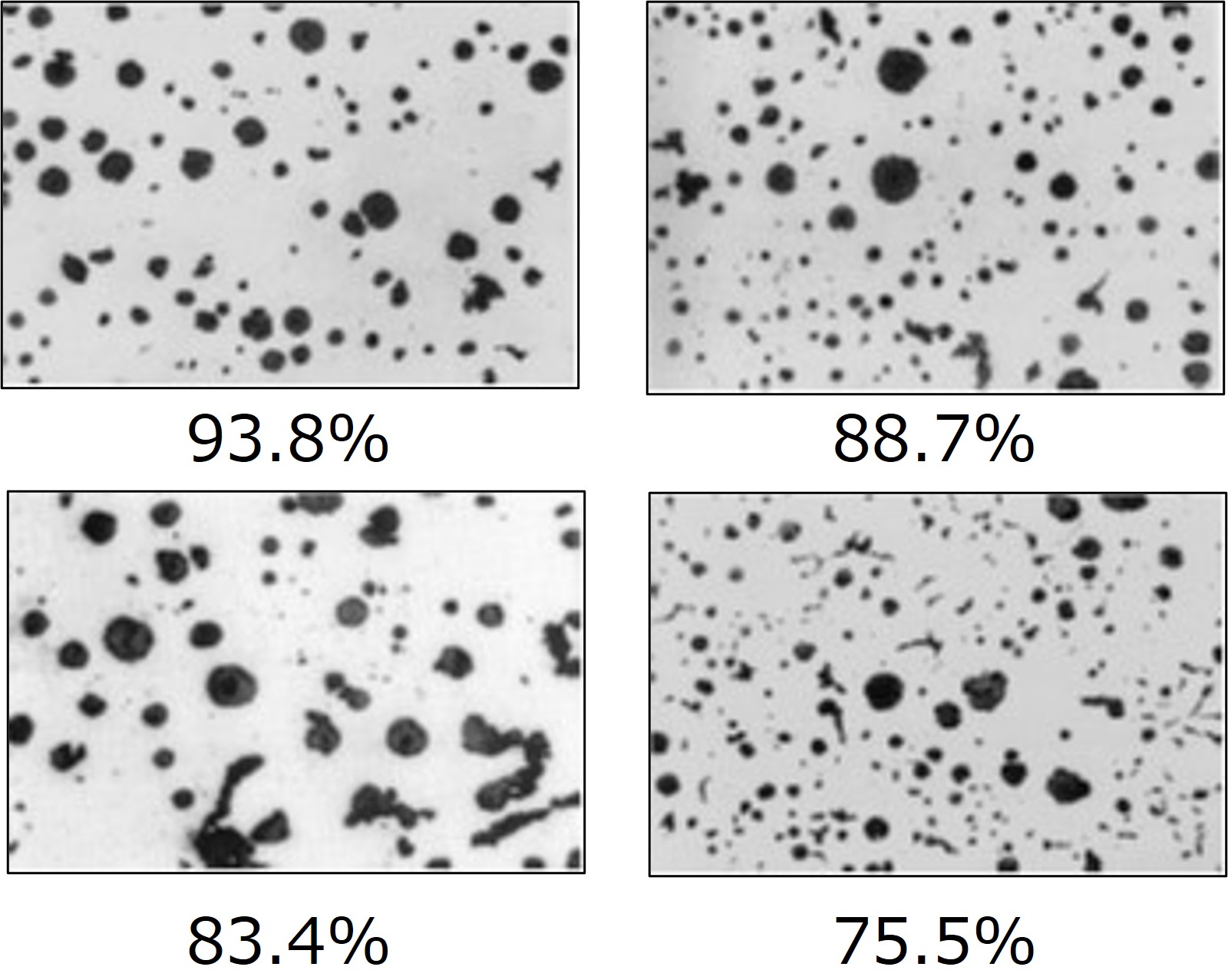
黒鉛球状化率は80%以上と規定されています。 ダクタイル鋳鉄は組織中の黒鉛が球状となっているため、地鉄の連続性が保たれて優れた強靭性を発揮します。 |
塗装工程
 |
 |
 |
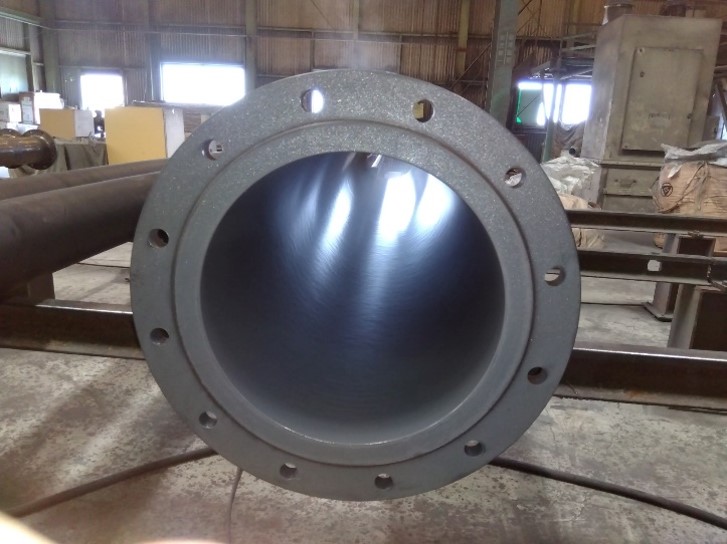
| 230℃に加熱され、高速で回転する管の中を、エポキシ樹脂塗料を噴射するランスが往復して内面の塗装を行います。 | エポキシ樹脂粉体塗装が完了したばっかりの管内面です。 | 内面ピンホール検査 内面エポキシ樹脂粉体塗装は塗膜厚が0.3mm以上、十分硬化してピンホールがないことと規定されております。 ピンホール検査では1000ボルトの電圧をかけたブラシで塗膜表面を撫でたときに、ピンホールがあればスパークが発生し不合格となります。 |
 |
 |
 |
| 外面塗装作業 外面特殊塗装の一例としては、1次塗装にジンクリッチ塗料、2次塗装にエポキシ錆止め塗料、3次塗装にエポキシM.I.O.塗料が施され、更に現地で塩化ゴム系塗料、ポリウレタン系塗料、エポキシ樹脂塗料などが上塗りされています。 |
異形管類の外面合成樹脂塗装 小口径異形管の場合、ハンガーに管を吊り下げてエアレススプレーを使って塗装します。 塗膜に傷をつけることなく、効率的に塗装することができます。 |
塗装膜厚検査 管端から約200mmの円周上で、上下左右4か所の膜厚を測定します。 |
出荷
 |
 |
九州鋳鉄管株式会社のフランジ長管や異形管類は、日本全国のお客様に真心を込めてお届けいたします。 |